
PPE Market for Food Processing Industry Size 2024-2028
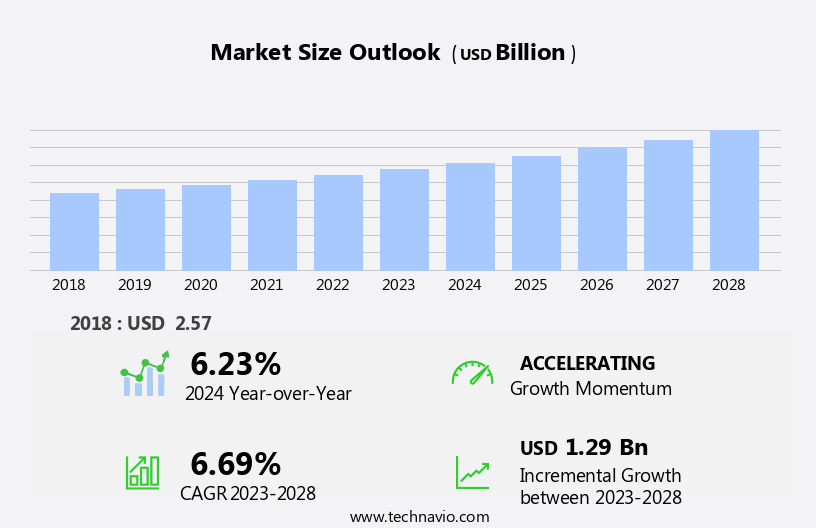
The ppe market for food processing industry size is forecast to increase by USD 1.29 billion, at a CAGR of 6.69% between 2023 and 2028.
- The PPE market for the Food Processing Industry is witnessing significant growth, driven by the increased awareness of worker safety and the rising focus on hygiene and cleanliness in food production. This heightened concern for worker safety and hygiene is a direct response to the growing demand for food safety and quality, as well as the increasing regulatory requirements in the industry. However, companies face challenges in product innovation and customization due to the diverse needs of food processing businesses. These challenges stem from the unique requirements of various food processing applications, such as temperature sensitivity, chemical resistance, and the need for easy sanitization.
- To capitalize on market opportunities and navigate these challenges effectively, companies must prioritize research and development efforts to create PPE solutions that cater to the specific needs of food processing businesses. By addressing these challenges, market participants can differentiate themselves and gain a competitive edge in this dynamic and evolving market.
What will be the Size of the PPE Market for Food Processing Industry during the forecast period?
Explore in-depth regional segment analysis with market size data - historical 2018-2022 and forecasts 2024-2028 - in the full report.
Request Free Sample
The protective equipment (PPE) market for the food processing industry continues to evolve, with dynamic market dynamics shaping its applications across various sectors. PPE maintenance programs are essential to ensure the longevity and effectiveness of equipment, while disposal methods adhere to stringent hygiene standards. Mesh safety gloves and sanitary gloves are integral components in food processing, with hairnets and high visibility vests enhancing worker safety and productivity. Risk assessment PPE, such as cut resistant sleeves and ergonomic design, prioritize worker well-being and efficiency. Hygiene standards dictate the use of latex-free gloves, disposable coveralls, and chemical-resistant aprons. PPE storage solutions maintain equipment in optimal condition, while cleaning protocols ensure ongoing sanitation.
Durability testing and material compatibility are crucial considerations in selecting PPE. Thermal protective clothing and food-grade lubricants cater to specific processing requirements. PPE training programs equip workers with the necessary skills to effectively use and maintain equipment. Impact resistant eyewear, face shields, and hearing protection devices complete the comprehensive range of PPE for food processing. The continuous unfolding of market activities and evolving patterns underscore the importance of staying informed and adaptable in this ever-changing industry.
How is this PPE for Food Processing Industry Industry segmented?
The ppe for food processing industry industry research report provides comprehensive data (region-wise segment analysis), with forecasts and estimates in "USD billion" for the period 2024-2028, as well as historical data from 2018-2022 for the following segments.
- Distribution Channel
- Offline
- Online
- Product
- Hand protection
- Protective clothing
- Respiratory protection
- Others
- Geography
- North America
- US
- Europe
- France
- Germany
- APAC
- China
- India
- Rest of World (ROW)
- North America
By Distribution Channel Insights
The offline segment is estimated to witness significant growth during the forecast period.
In the food processing industry, the use of Personal Protective Equipment (PPE) is essential to ensure the safety and hygiene of workers and maintain the quality of food products. The selection criteria for PPE include compliance with industry standards, ergonomic design, and material compatibility. PPE offerings range from protective eyewear and face shields to impact-resistant eyewear and hearing protection devices. Cleaning protocols are crucial for maintaining the effectiveness of PPE, with regular inspections and disposal methods ensuring their continued use. Anti-slip footwear and mesh safety gloves enhance worker safety, while sanitary gloves and hairnets adhere to hygiene standards. Latex-free gloves cater to those with allergies, and nitrile gloves provide durability and resistance to chemicals.
Risk assessments guide the choice of cut-resistant sleeves and high-visibility vests, while thermal protective clothing safeguards against extreme temperatures. Ergonomic design and durability testing further ensure the effectiveness of PPE in food processing applications. PPE storage solutions, such as lockers and cabinets, keep equipment organized and easily accessible. Training programs educate workers on the proper use and maintenance of PPE, while sanitation procedures maintain a clean and safe working environment. Offline distribution channels, including brick-and-mortar stores and direct sales agents, play a vital role in the food processing PPE market. These channels offer customized solutions and expert advice on choosing PPE that adheres to industry standards and specific operating environments.
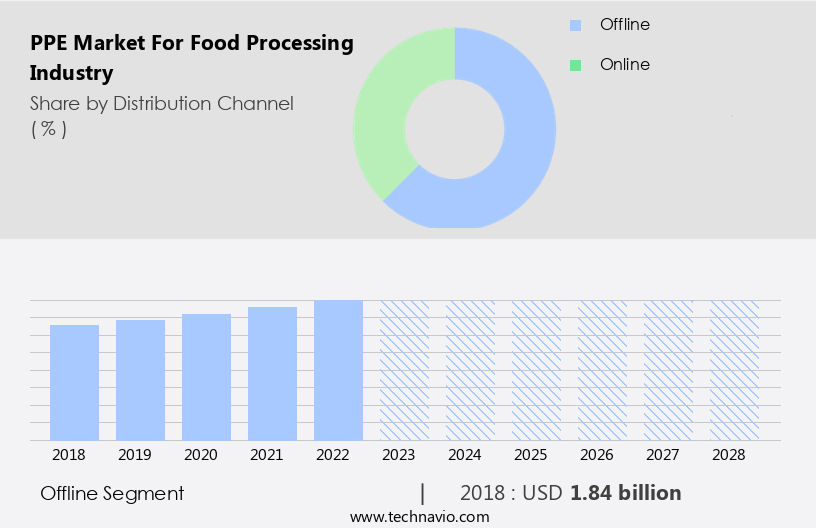
The Offline segment was valued at USD 1.84 billion in 2018 and showed a gradual increase during the forecast period.
Regional Analysis
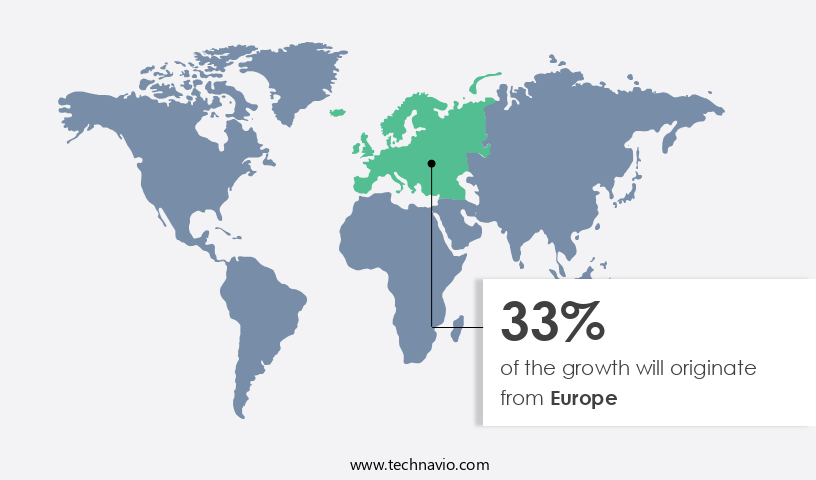
Europe is estimated to contribute 33% to the growth of the global market during the forecast period.Technavio's analysts have elaborately explained the regional trends and drivers that shape the market during the forecast period.
The North American food processing industry's significant economic contribution and stringent safety regulations make it a major player in the global PPE market. PPE is essential in food processing due to potential hazards, such as chemical exposure, slippery floors, and impact injuries. The region's PPE market growth can be attributed to the food sector's robustness, regulatory compliance, and prioritization of worker protection. Various types of PPE are crucial in food processing facilities. These include protective eyewear, latex-free gloves, sanitary gloves, hairnets, and face shields to maintain hygiene standards. Anti-slip footwear and high visibility vests ensure worker safety in wet and high-traffic areas.
Hazard communication PPE, such as chemical resistant aprons and disposable coveralls, protect against chemical exposure. Ergonomic design PPE, like cut-resistant sleeves and gloves, prevent injuries from repetitive motions. Cleaning protocols for PPE are essential to maintain their effectiveness. PPE storage solutions and disposal methods ensure proper handling and minimize contamination risks. Impact resistant eyewear and hearing protection devices safeguard workers from noise and impact hazards. Material compatibility and durability testing are crucial to ensure PPE's effectiveness in specific food processing environments. Food grade lubricants and PPE training programs further enhance worker safety and productivity. Risk assessments guide PPE selection, ensuring the appropriate equipment is used for each task.
Thermal protective clothing keeps workers safe from extreme temperatures. The North American PPE market for food processing is dynamic, with ongoing innovation and improvement to meet the industry's evolving needs.
Market Dynamics
Our researchers analyzed the data with 2023 as the base year, along with the key drivers, trends, and challenges. A holistic analysis of drivers will help companies refine their marketing strategies to gain a competitive advantage.
The market is a vital segment that continues to evolve, offering innovative solutions to ensure worker safety and maintain the highest standards of food hygiene. This market encompasses a wide range of protective equipment, including food-grade gloves, face shields, protective clothing, and headgear. Focusing on food-grade gloves, these PPE solutions are designed to prevent contamination while providing excellent grip and durability. Manufacturers are increasingly focusing on producing gloves made from materials like nitrile, neoprene, and vinyl, which offer superior resistance to chemicals and temperature extremes. Through methods such as dipping, calendaring, and extrusion, these gloves are manufactured to meet the stringent requirements of the food processing industry. Key areas involve the implementation of protective clothing, which includes aprons, coveralls, and lab coats. These garments are essential in preventing cross-contamination and ensuring the cleanliness of the food processing environment. With considerations like moisture management, thermal insulation, and ease of movement, manufacturers are continually improving the design and functionality of protective clothing. Protective face shields and headgear are also crucial components of the PPE market for food processing. These items safeguard against potential hazards such as flying debris, chemicals, and temperature extremes. Through advanced technologies like anti-fog coatings and adjustable headbands, manufacturers are enhancing the user experience and ensuring optimal protection. In conclusion, the market plays a pivotal role in maintaining a safe and hygienic work environment. By focusing on innovative materials, manufacturing techniques, and design improvements, manufacturers are addressing the unique challenges of this sector and ensuring the continued growth and success of the market.
What are the key market drivers leading to the rise in the adoption of PPE for Food Processing Industry Industry?
- The significance of worker safety has emerged as a primary influencer in market trends, with heightened awareness leading to increased demand for safety technologies and regulations.
- The food processing industry's work environment poses numerous risks, including exposure to hot surfaces, sharp objects, and hazardous substances. To mitigate these risks, employers and workers are increasingly prioritizing the use of Personal Protective Equipment (PPE). Thorough safety procedures, including the use of protective eyewear, cleaning protocols for PPE, anti-slip footwear, hazard communication PPE, and latex-free gloves, are essential to safeguard employee health and well-being. The importance of PPE compliance is not only a matter of safety but also a business advantage. Adhering to PPE selection criteria and implementing proper PPE storage solutions can lead to increased productivity, reduced workplace accidents, and improved employee morale.
- Furthermore, a commitment to safety demonstrates a company's dedication to its workforce and ethical business practices. In conclusion, the food processing industry's emphasis on safety measures, driven by the need to protect employees and the advantages of PPE usage, is a significant trend. By prioritizing PPE selection, implementation, and adherence, companies can create a safer, more productive, and harmonious work environment.
What are the market trends shaping the PPE for Food Processing Industry Industry?
- The increasing importance of hygiene and cleanliness is a prevailing market trend. It is essential for businesses and individuals to prioritize these practices for maintaining a healthy and professional environment.
- In the food processing industry, there is a growing recognition of the importance of a robust PPE maintenance program to ensure worker safety and maintain a sterile environment. This shift is driven by the need to comply with stringent sanitation and hygiene guidelines, which have become increasingly important in the wake of the COVID-19 pandemic. PPE items commonly used in food processing include coveralls, face shields, disposable gloves, and footwear. Mesh safety gloves and sanitary gloves are essential for maintaining hygiene, while high visibility vests and cut resistant sleeves provide additional safety. A risk assessment is crucial in determining the appropriate PPE for each task.
- Proper disposal methods for used PPE are also essential to prevent contamination. Ergonomic design in PPE is becoming increasingly important to ensure worker comfort and productivity. These trends reflect the industry's commitment to ensuring a safe and hygienic work environment while maintaining the highest standards of food safety.
What challenges does the PPE for Food Processing Industry Industry face during its growth?
- The complexities of product innovation and customization to cater to diverse market needs represent a significant challenge that can hinder industry growth.
- The food processing industry's PPE market requires a balance between customization and affordability to meet diverse safety needs. Food processing activities encompass various operations, each necessitating specific safety equipment. For instance, workers handling high-temperature food require modern protective gear, while those dealing with raw materials may need specialized clothing. Manufacturers of PPE face challenges in delivering innovative and adaptable solutions without compromising safety. Customization adds complexity to inventory control, supply chain management, and production processes. Therefore, it is crucial for PPE manufacturers and end-users to strike a balance between customization and cost-effectiveness. Durability testing is essential to ensure the longevity of food-grade PPE, such as thermal protective clothing, nitrile gloves, disposable coveralls, and chemical-resistant aprons.
- PPE training programs are vital to ensure proper usage and maintenance of these protective items, maintaining hygiene standards in the food processing industry. Food-grade lubricants are also crucial to ensure the smooth functioning of equipment while adhering to food safety regulations.
Exclusive Customer Landscape
The ppe market for food processing industry forecasting report includes the adoption lifecycle of the market, covering from the innovator's stage to the laggard's stage. It focuses on adoption rates in different regions based on penetration. Furthermore, the ppe market for food processing industry report also includes key purchase criteria and drivers of price sensitivity to help companies evaluate and develop their market growth analysis strategies.

Customer Landscape
Key Companies & Market Insights
Companies are implementing various strategies, such as strategic alliances, ppe market for food processing industry forecast, partnerships, mergers and acquisitions, geographical expansion, and product/service launches, to enhance their presence in the industry.
3M Co. - The company specializes in providing a range of PPE solutions, including the 3M Particulate Respirator 8210, 3M Aura Particulate Respirator 9211 Plus, and 3M Peltor X Series P3E.
The industry research and growth report includes detailed analyses of the competitive landscape of the market and information about key companies, including:
- 3M Co.
- Alpha P BV
- AMMEX Corp.
- Anbu Safety Industrial Co. Ltd.
- Ansell Ltd.
- Bunzl Plc
- Dragerwerk AG and Co. KGaA
- DuPont de Nemours Inc.
- Hebei Sinotools Industrial Co.,Ltd.
- Honeywell International Inc.
- ICU Production Inc.
- International Enviroguard
- Kimberly Clark Corp.
- Lakeland Industries Inc.
- MSA Safety Inc.
- Radians Inc.
- Safetyware Sdn Bhd
- UVEX WINTER HOLDING GmbH and Co. KG
- W. L. Gore and Associates Inc.
- MCR Safety
Qualitative and quantitative analysis of companies has been conducted to help clients understand the wider business environment as well as the strengths and weaknesses of key industry players. Data is qualitatively analyzed to categorize companies as pure play, category-focused, industry-focused, and diversified; it is quantitatively analyzed to categorize companies as dominant, leading, strong, tentative, and weak.
Recent Development and News in PPE Market For Food Processing Industry
- In January 2024, 3M, a leading PPE manufacturer, announced the launch of its new line of food-grade certified protective apparel, including coveralls and gloves, designed specifically for the food processing industry. This expansion aimed to address the growing demand for food-safe PPE solutions (3M Press Release, 2024).
- In March 2024, DuPont and DSM, two major PPE producers, entered into a strategic partnership to co-develop and commercialize innovative biodegradable PPE solutions for the food processing sector. This collaboration was expected to reduce the industry's environmental footprint and enhance sustainability (DuPont-DSM Press Release, 2024).
- In May 2024, Honeywell International completed the acquisition of Advanced Materials Industries (AMI), a prominent PPE manufacturer specializing in food-grade protective clothing. The acquisition strengthened Honeywell's position in the food processing PPE market and expanded its product offerings (Honeywell Press Release, 2024).
- In April 2025, the European Union approved new regulations mandating the use of PPE with enhanced filtration capabilities in food processing facilities to minimize the risk of airborne contamination. This regulatory change is expected to significantly increase the demand for advanced PPE solutions in the European food processing market (European Commission Press Release, 2025).
Research Analyst Overview
- In the food processing industry, workplace safety remains a top priority, with a focus on preventing workplace injuries and ensuring food safety regulations are met. PPE plays a crucial role in achieving these goals, with various types of protective equipment essential for different hazards. Respiratory protection is vital for workers handling food particles or chemicals that may affect air quality. Machine guarding and lockout tagout procedures ensure employee safety during machinery operation. Occupational safety extends to employee training on first aid, emergency response, and accident prevention. Confined space entry, hazard identification, and risk mitigation are essential for maintaining a safe working environment.
- Hand protection, body protection, and fall protection equipment are necessary for handling sharp objects, heavy loads, and preventing falls. Industrial hygiene and safety audits help identify potential hazards and ensure OSHA compliance. Eye protection, safety footwear, and head protection are necessary for various food processing tasks. Safety data sheets provide critical information on handling hazardous substances. Implementing a robust safety management system that includes regular safety audits, incident reporting, and continuous risk assessment is essential for maintaining a safe and productive food processing facility.
Dive into Technavio's robust research methodology, blending expert interviews, extensive data synthesis, and validated models for unparalleled PPE Market for Food Processing Industry insights. See full methodology.
|
Market Scope |
|
|
Report Coverage |
Details |
|
Page number |
164 |
|
Base year |
2023 |
|
Historic period |
2018-2022 |
|
Forecast period |
2024-2028 |
|
Growth momentum & CAGR |
Accelerate at a CAGR of 6.69% |
|
Market growth 2024-2028 |
USD 1.29 billion |
|
Market structure |
Fragmented |
|
YoY growth 2023-2024(%) |
6.23 |
|
Key countries |
US, China, India, Germany, and France |
|
Competitive landscape |
Leading Companies, Market Positioning of Companies, Competitive Strategies, and Industry Risks |
What are the Key Data Covered in this PPE Market for Food Processing Industry Research and Growth Report?
- CAGR of the PPE for Food Processing Industry industry during the forecast period
- Detailed information on factors that will drive the growth and forecasting between 2024 and 2028
- Precise estimation of the size of the market and its contribution of the industry in focus to the parent market
- Accurate predictions about upcoming growth and trends and changes in consumer behaviour
- Growth of the market across North America, Europe, APAC, South America, and Middle East and Africa
- Thorough analysis of the market's competitive landscape and detailed information about companies
- Comprehensive analysis of factors that will challenge the ppe market for food processing industry growth of industry companies
We can help! Our analysts can customize this ppe market for food processing industry research report to meet your requirements.
 RIA -
RIA - 
